

�Cе�������ؔ���C�����A���͇��ИI�˜�CJ/T 32-91��
���A���͇��ИI�˜�
�Cе��������ؔ���C
Agitation/recirculation mechanism for accelerated clarifier
CJ/T 32-91
1�����}�����c�m�÷���
�������˜�Ҏ�����������|ѭ�h�͙Cе�������ؔ���C�����º��Q“����C”������ʽ��Ҏ���gҪ��ԇ�����z�Ҏ�t�ȡ�
�������˜��m���ڙCе���������Mˮ������L�ڵ���5000�ȣ��̕r�g������10000�ȵ�ˮ�|������ʯ��ܛ���ȵĔ���C��
2�����ؘ�
����GB 755������ ���D늙C�������gҪ��
����GB 4720������늿��O�䡡��һ���֡��͉����늿��O��
����GB 4942.2�����͉�������⚤���o�ȼ�
����GB 3797������늿��O�䡡�ڶ����֡��b�����������늿��O��
����GB 10089�� ���A���U��݆����
����GB 3768��������Դ���ʼ��Ĝy��������
����GB 5796.4���������ݼy����
����GB 9439���������T�F��
����GB 985���� ���⺸���ֹ�늻��������w���o�����p�¿ڵĻ�����ʽ�c�ߴ�
����GB 1958�������Π��λ�ù���z�yҎ��
����GB 4879���������P���b
����SYJ 4007�� ��Ϳ�bǰ䓲ı���̎��Ҏ��
����JB 8������ �aƷ����
3����ʽ��Ҏ��
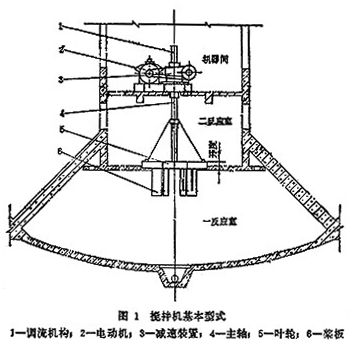
3.1������C���b�ڙCе�����������IJ�λ����늄әC���p���b�á����S���{���C�����~݆�͘��嘋�ɣ�������ʽ��D1��ʾ��
|
��1����CҎ�� |
||||
|
��̖ |
̎��ˮ�� |
�����ֱ�� |
�~ֱ݆�� |
늄әC���� |
|
JJ-20 |
20 |
3.5 |
0.8 |
0.75 |
|
JJ-60 |
60 |
5.5 |
1.2 |
|
|
JJ-80 |
80 |
6.5 |
1.5 |
|
|
JJ-120 |
120 |
7.5 |
1.5 |
|
|
JJ-200 |
200 |
10 |
2 |
3 |
|
JJ-430 |
430 |
14 |
2.5 |
4 |
|
JJ-800 |
800 |
20 |
3.5 |
5.5 |
|
JJ-1330 |
1330 |
25 |
4.5 |
11 |
ע��늄әC�����ǰ��~݆�⾉���ٶ�1.2m/s��V���͈A���U�p�����p�ٴ_����늴��{��늄әC�Ę˷Q���ʡ�
3.2������CҎ���ձ�1��Ҏ����
3.3������C����̖�����ӛ�����µ�Ҏ����

��ӛʾ����600m3/h�Cе�������صĔ���C�����ӛ�飺����C��JJ-600 CJ/T32-91
4�����gҪ��
4.1���h���l��
����늄әC��늿��O�估�p���b���˰��b���҃ȣ��h���l�����քe����GB755��GB4720��GB3797��Ҏ����
4.2��늄әC��늿��O��
4.2.1��늄әC�����{��늄әC����늄әC��������GB755��Ҏ����
4.2.2��늿��O�䑪�O����������·�_�P�����Ӻ�ֹͣ�IJ������o������C���N���ϣ���·���^ؓ�ɡ���늉����ı��o�O�估��̖�����������{��늄әC�r��늿��O�䑪�O���{�ٿ��������b�ؕr����횼��O�C�Ծo��ͣ܇���o��
����늿��O�䑪����GB4720��GB3797��Ҏ����
����늿��O��ɲ��ù�ʽ��쉦��ʽ�Y�������o�ȼ�������GB4942.2Ҏ����IP54��
4.3���p���b��
4.3.1���֎�݆���M���o�{ƽ�⣨����݆���⣩����ƽ�����ؑ����ϱ�2��Ҏ����
|
��2���֎�݆�o�{ƽ��Ҏ�� |
||
|
�֎��ٶȣ�m/s |
5��10 |
>10��15 |
|
��ƽ�����أ�mN·m |
<60 |
<30 |
4.3.2���U��݆�ľ��ȑ�����GB10089�е�8�����ȵ�Ҫ��
4.3.3���U���ϣ��Cе���ܑ�������45̖䓣����{�|��̎����Ӳ�ȑ���HB241��286��݆���ϣ��Cе���ܑ�������ZQAL9-4��
4.3.4���p������һ��ע��HL-20̖�X݆�ͣ��ͳ؝����͜������ó��^30�棬��ߜضȲ��ó��^70�档
4.3.5���p�����b������w���нY���桢ݔ�뼰ݔ���S�ܷ�̎���ÝB�͡�©�͡�
4.4�����S���{���C��
4.4.1�����Sһ��錍���S�����Cе���������O�����Sʽ���Ă��ӹ����C�r�����S������S��
4.4.2������C���O���{���C����һ����������S�϶��O�����ݼy��������
4.4.3�������ݼy�ӹ����ȑ�����GB5796.4�дֲڼ��ݼy��Ҏ����
4.4.4���{���C�����O���_��ָʾ��
4.5���~݆
4.5.1���~݆�ϡ����w���ƽ��ȹ���ֵ�����ϱ�3��Ҏ�����։Kƴ�b���~݆���ÿɲ��ӣ��ґ��O�ж�λ��ӛ��
|
��3���~݆�ϡ����w��ƽ��ȹ���ֵ |
|||
|
�~ֱ݆����m |
<1 |
1��2 |
>2 |
|
ƽ��ȹ���ֵ��mm |
3 |
4.5 |
6 |
ע���։K�~݆��ƽ��ȹ�����ÿ�K�~݆�⏽�����L������������
4.5.2���~݆�ϡ����w�呪ƽ�У���ˮ�ڌ��ȘO��ƫ��ֵ�����ϱ�4��Ҏ����
|
��4���~݆��ˮ�ڌ��ȘO��ƫ��ֵ |
|||
|
�~ֱ݆����m |
<1 |
1��2 |
>2 |
|
�~݆��ˮ�ڌ��ȘO��ƫ��ֵ��mm |
+2 |
+3 |
+4 |
4.5.3���~݆�⾉����ֲڶȞ�50µm��
4.5.4���~݆����ď���A���ӹ���ֵ�����ϱ�5��Ҏ��
|
��5���~݆����ď���A���ӹ���ֵ |
|||
|
�~ֱ݆��m |
<�� |
1��2 |
>2 |
|
����A����mm |
3 |
5 |
7 |
4.5.5�����S�S�������~݆���w��ƽ��Ĵ�ֱ�ȹ���ֵ��φ6mm��
4.6���{��
���������c�~݆��ƽ�摪��ֱ���ǶȘO��ƫ��ֵ�����ϱ�6��Ҏ����
4.7���T�켰����Ҫ��
4.7.1�����T�F��������GB9439��Ҫ��
|
��6������ǶȘO��ƫ��ֵ |
|||
|
�����L��(mm) |
<400 |
400��1000 |
>1000 |
|
��ֱ�ǶȘO��ƫ��ֵ |
±1°30´ |
±1°15´ |
±1°00´ |
4.7.2���p�������w��݆݆ݞ��V��݆���T��ë�����M�ЕrЧ̎����
4.7.3�����Ӽ����p����ʽ�ͳߴ瑪����GB985��Ҫ�����к��p�����C�ι̿ɿ���������R��������Ƥ�������������S���Ѽy���A����������ȱ�ݡ�
4.8����ȫҪ��
4.8.1��늄әC��늿��O�䑪�����õĽӵأ��ӵ���費�ô���4Ω��
4.8.2��V��݆���O���]ʽ���o�֣��W����
4.8.3���p�������w�ϑ��˳����S���D����ļtɫ���^��
4.8.4�����{���C�����������~݆��ʽ�{���~݆�_�ȕr�����S�϶ˑ��O����λ�C����
�������S�ϸ���ĸ�����o�����c���S�������D�����෴��
4.8.5������C����������85dB(A)��
4.9�����bҪ��
4.9.1���Ԝp�����C���ӹ���鰲�b���ʣ���ˮƽ�ȹ���ֵ��0.1mm/m��
4.9.2������C���S���ڳ����ģ��Զ������ҵװ�A�Ğ���ʣ�ͬ�S�ȹ���ֵ��φ10mm��
4.9.3���{���C��λ���_��“0”λ��λ�c�r���~݆���w��İ��b�߶��Զ������ҵװ�ƽ���߶Ȟ���ʣ�ƫ��ֵ����±10mm�����ȡ�
4.9.4���~݆���b�A���ӹ���ֵ�����ϱ�7��Ҏ����
|
��7���~݆���b�A���ӹ���ֵ |
|||
|
�~ֱ݆��m |
<1 |
1��2 |
>2 |
|
����A����mm |
4 |
6 |
8 |
|
����A����mm |
4 |
6 |
9 |
4.10��Ϳ�bҪ��
4.10.1������Ϳ�bǰ��������P��䓲ı�����P�|��������SYJ4007��Sa2��Ҏ����
4.10.2������CͿ�b������Ĥ����ȑ����ϱ�8��Ҏ������Ĥ���������ݡ�ᘿס����䡢���y�������ȱ��
|
��8����Ĥ�����μm |
|
|
ˮ�ϲ���Ϳ�b���� |
150��200 |
|
ˮ�²���Ϳ�b���� |
200��250 |
4.10.3��������C����̎���������ˮ�r��ˮ�²���Ϳ�b�����ßo��Ϳ�ϡ�
����������C����̎�����g��ˮ�|�r��ˮ�²���Ϳ�b���������gͿ�ϻ�����������g��ʩ��
4.11���ɿ��Լ��;���Ҫ��
4.11.1��ÿ��z��һ�Σ��o���Ϲ����r�g��������8000h��
4.11.2��ÿ�������һ�Σ�݆���Uʹ����������5a�����Cʹ����������10a��
5��ԇ�����z�Ҏ�t
5.1�����Sԇ�z�
5.1.1��ÿ�_�aƷ��횽�����S���g�z�鲿�T�z�ϸ������C���aƷ�|���ĺϸ��C����
5.1.2���aƷ���Sԇ�����z�Ҏ�t�����ϱ�9��Ҏ����
|
��9���aƷ���Sԇ�z� |
||||||
|
��̖ |
�Ŀ |
ԇ�� |
�z�Ҏ�t |
�f�� |
||
|
���������� |
�����ϼ��g |
|||||
|
1 |
���T�F�� |
GB9439��6�� |
4.7.1 |
�Cе�ӹ�ǰ��Ϳ�bǰ�z� |
||
|
2 |
���p |
ҕ�X����ͨ������ |
4.7.3 |
Ϳ�bǰ�z� |
||
|
3 |
V��݆��ƽ������ |
ԇ��_ |
4.3.1 |
|||
|
4 |
�UӲ�� |
���ٲ���Ӳ��Ӌ |
4.3.3 |
|||
|
5 |
�U��݆���Ӈ��Ͻ��|���c |
ԇ�\�Еr�g������2h |
Ϳ�t�U�� |
4.3.2 |
���X�߲�����55%�� |
|
|
6 |
�p�������ܷ�̎ |
ҕ�X�� |
4.3.5 |
|||
|
7 |
�{���C�������ݼy�ӹ����� |
�����ݼy��Ҏ |
4.4.3 |
|||
|
8 |
�~݆�ϡ����w��ƽ��� |
��䓽z������ͨ������ |
4.5.1 |
|||
|
9 |
�~݆��ˮ�ڌ��� |
ͨ������ |
4.5.2 |
|||
|
10 |
���S���~݆���w���±��洹ֱ���`�� |
GB1958��3-1 |
4.5.5 |
|||
|
11 |
�~݆����A���� |
ͨ�����ߣ������P |
4.5.4 |
|||
|
12 |
�~݆�⾉����ֲڶ� |
ҕ�X��������ֲڶȘӰ� |
4.5.3 |
|||
|
13 |
䓲ı�����P�|�� |
ҕ�X�� |
4.10.1 |
Ϳ�bǰ�z� |
||
|
14 |
��Ĥ��� |
���Ԝy��x |
4.10.2 |
|||
|
15 |
Ϳ�����^�|�� |
ҕ�X�����屶�Ŵ��R |
4.10.2 |
|||
5.2���F��ԇ�z�
5.2.1���aƷ�F�����bԇ�����z�Ҏ�t�����ϱ�10��Ҏ����
5.2.2���aƷ�F��ؓ��ԇ�����z�Ҏ�t�����ϱ�11��Ҏ����
5.3����ʽԇ�z�
5.3.1��ÿ���a150�_������һ�_����C����ʽԇ�z
|
��10���aƷ�F�����bԇ�z� |
||||||
|
��̖ |
�Ŀ |
ԇ�� |
�z�Ҏ�t |
�f�� |
||
|
���������� |
�����ϼ��g |
|||||
|
1 |
�p�����C�����bˮƽ�� |
���Ȟ�0.05mm/m��ˮƽ�x |
4.9.1 |
|||
|
2 |
���S���������ҵװ�A��ͬ�S�� |
���~݆���Dһ�ܜy���~݆�⾉��һ���c�c�������ҵװ��߅���������c�ľ��x���䌦�Q���c���y���x֮���ͬ�S��ƫ��ֵ |
ͨ������ |
4.9.2 |
���bǰ�����B��Ҏ���z��������ҵװ�A��ʩ���`�� |
|
|
3 |
�~݆���w�尲�b�߶� |
���{���C��λ���_��“0”λ��λ�c���z���~݆���w����ƽ���������ҵװ�ƽ���߶ȵľ��x���ж�ָʾƫ�x“0”λ��ֵ |
ͨ������ |
4.9.3 |
||
|
4 |
�{���C�� |
��λ����ȫ�г��������� |
4.4.2 |
|||
|
5 |
�~݆���T�A���ӺͶ���A���� |
�Ä����P��ͨ�����߷քe�y���~݆�⾉�Ͷ�����⾉100mm�����ȵ�ԓ�ƫ�� |
4.9.4 |
|||
|
6 |
���崹ֱ�� |
�����N����ͨ������ |
4.6 |
|||
|
7 |
늄әC��늿��O��ӵ���� |
�ӵ����yԇ�x |
4.8.1 |
|||
|
8 |
V��݆���o�֣��W�� |
���^�z�� |
4.8.2 |
|||
|
9 |
���S���D���� |
ԇ܇�z�� |
ҕ�X�� |
4.8.3 |
||
|
��11���aƷ�F��ؓ��ԇ�z� |
||||||
|
��̖ |
헡���Ŀ |
ԇ�� |
�z�Ҏ�t |
�f������ |
||
|
���������� |
Ҫ���� |
|||||
|
1 |
��ؓ���\�� |
����D�� |
ԇ�r�g2h |
|||
|
2 |
����Ͷ�a���B�m�\�� |
����D�٣�����_�� |
ԇ�r�g24h |
|||
|
1.a |
늄әC��� |
1.5������� |
�����ƽ�������ô���늄әC�~����� |
|||
|
1.b |
�p�����\�Dƽ���� |
�|�X�� |
�o������� |
|||
|
1.c |
�p�����ͳ؝����͜��� |
�ض�Ӌ |
�����ϼ��gҪ��4.3.4 |
�ض�Ӌ�ķֶ�ֵ��1�� |
||
|
1.d |
�p�������ܷ�̎ |
ҕ�X�� |
�����ϼ��gҪ��4.3.5 |
|||
|
1.e |
����C�\���� |
GB3768Ҏ���Ĝy������������Ӌ |
�����ϼ��gҪ��4.8.5 |
|||
5.3.2���aƷ��ʽԇ�����z�Ҏ�t�����ϱ�12��Ҏ����
|
��12���aƷ��ʽԇ�z� |
|||||
|
��̖ |
�Ŀ |
ԇ�� |
�z�Ҏ�t |
�f�� |
|
|
���������� |
Ҫ�� |
||||
|
1 |
���Sԇ�z� |
�����ϱ�9��Ҏ�� |
|||
|
2 |
�F�����bԇ�z� |
�����ϱ�10��Ҏ�� |
|||
|
3 |
�F��ؓ��ԇ�z� |
�����ϱ�11��Ҏ�� |
|||
|
4 |
늄әCݔ������ |
�ڲ�ͬ�D�٣��~݆̎�ڲ�ͬ�_�ȗl�����M��ؓ��ԇ� |
1.5�����ʱ� |
���ô���늄әC |
|
|
5 |
�~݆�������� |
������D�٣��~݆̎������_�ȗl�����M��ؓ��ԇ� |
Ͷ��ԇ������ |
||
|
6 |
����C�ɿ��Ժ��;��� |
���Ñ�ӛ䛷��� |
�����ϼ��gҪ��4.11.1��4.11.2 |
||
6����־�����b
6.1��ÿ�_�aƷ�������@��λ�̶��aƷ���ƣ�����ʽ�c�ߴ瑪����JB8��Ҏ������ע�����Ѓ��ݣ�
����a.�aƷ���Q��
����b.���Qˮ����m3/h��
����c.�~����˷Q���ʣ�kW��
����d.�~݆�⏽��m��
����e.����S���Q��
����f.���S��̖����
����g.�������ڡ�
6.2��늄әC��늿��O�䑪����GB4879��B�����P���bҪ���ٙCе�ӹ�����������GB4879��C�����P���bҪ��
6.3�����b����ڑ������@�����֘�־�����ݰ�����
����a.��؛��λ�͵�ַ��
����b.�aƷ���Q��Ҏ��ͺ�̖ͬ��
����c.���ء�ë�ء���̖�������ߴ磻
����d.���_�C���䔵��
����e.������Ͳ��S���õ��\ݔ��־��
����f.����S���Q�͵�ַ��
6.4������b���㲿����ϵ�Ϙ�־�ƣ���־�����c6.3�l��ͬ��
6.5���S�C�������м��g�ļ���
����a.����C���b���D��
����b.늚�ԭ��D���������侀�D��
����c.�דp���D��
����d.�aƷʹ���f������
����e.�aƷ���S�ϸ��C��
����f.�b���
���A
����C�Ļ��������ͳߴ�Ӌ�㣨��������
����C�Ļ��������ͳߴ�Ӌ�㑪���ϱ�A��Ҏ��
|
��A������C���������ͳߴ�Ӌ�� |
||||||
|
���Q |
����̖ |
�Ρ�λ |
�������ߴ� |
|||
|
�~ |
�⾉���ٶ� |
u |
m/s |
ˮ�|������0.5��1.2 |
||
|
�⏽ |
d |
m |
0.15D��0.2D |
|||
|
�������� |
Q |
m3/s |
3Q1��5Q1 |
|||
|
�D�� |
n |
r/min |
60u/πd |
|||
|
��ˮ�ڌ��� |
B |
m |
60Q/c0nd2 |
|||
|
���D�� |
ns |
3.56nQ0.5/h00.75 |
||||
|
�~Ƭ�� |
Z |
d<2 |
d=2��2.5 |
d>2.5 |
||
|
4 |
6 |
>6 |
||||
|
�~Ƭ��ʽ |
����ݗ��ʽֱ�~Ƭ |
|||||
|
�ȏ� |
d |
m |
ns=50��100 |
ns=100��200 |
ns=200��350 |
|
|
0.33d |
0.5d |
0.56��0.71d |
||||
|
�� |
���D��돽 |
R2 |
m |
2R2=0.9d |
||
|
�߶� |
h |
m |
0.33H��0.4H |
|||
|
���唵 |
Z |
�c�~݆Ƭ����ͬ |
||||
|
���忂��e |
m2 |
≤0.15F |
||||
|
�� |
�~݆�������� |
N1 |
kW |
υQh/1000η0 |
||
|
���唇�蹦�� |
N2 |
kW |
C·υω3h/4000g(R42-R41)Z |
|||
|
���衢�������� |
N1+N2 |
|||||
|
늄әCݔ������ |
N |
kW |
N1+N2/η1 |
|||
���С�D——�����ֱ����m��
������Qf——������Mˮ������m3/s��
������C0——�~݆��ˮ�ڌ���Ӌ��ϵ����һ�����3��
������h0——�~݆����ˮ�^m��һ�����0.05m��
������H——����أ������Ҹ߶ȣ�m��
������F——����أ������ҿv����e��m2��
������υ——����ˮ�ܶȣ�N/m3��
������η0——�~݆ˮ��Ч�ʣ�ȡ0.5��
������C——����ϵ����һ�����0.3��
������ω——�������D���ٶȣ�rad/s��
������g——�������ٶȣ�m/s2��
������R1——������D�Ȱ돽��m��
������ηs——�Cе���ӿ�Ч�ʡ�
���B
�������ҵװ�ijߴ�͘O��ƫ��ֵ����������
B1��������m���ڙCе�������������ҵװ�ס�
B2���������ҵװ�מ�䓽�������Y����������ʩ����
B3���������ҵװ�ijߴ�͘O��ƫ��ֵ�����ϱ�B��Ҏ��
|
��B���������ҵװ�ijߴ�͘O��ƫ��ֵmm |
|
|
�Ŀ |
�ߴ�͘O��ƫ��ֵ |
|
�װ��ֱ�� �װ��ֱ���O��ƫ��ֵ �װ�̘߳O��ƫ��ֵ �װ���c�������҃ȱ�ͬһ�S���O��ƫ��ֵ���� |
�����~ֱ݆��60 |
�����f����
�������˜������A���͇����O�������
�������˜��ɽ��O�����ˮ̎�������O��˜ʼ��g�w�چ�λ�Ї����������A���OӋԺ�w�ڡ�
�������˜��ɱ����������OӋ�о�Ժ��������λ������ꖵVɽ�C���Sؓ؟��ݡ�
�������˜���Ҫ����ˣ�����ܡ�����ޥ������־����С�ա����l�֡�
�������˜�ί�б����������OӋ�о�Ժؓ؟��
�����P���g֪�R��
�� ���ᔇ��C֪�R
�� Һ�w����C֪�R

